

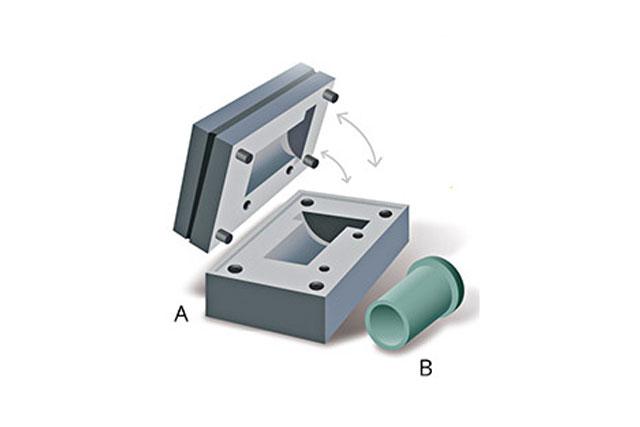
A. Tool/Die is built to customers provided specifications by using CAD/CAM-driven CNC Milling and EDM Machines. For many high-volume applications, multi-cavity dies are used.
B.Wax formulation is injected into a die to produce the pattern for the components. One pattern must be made for each finished part to be cast. This pattern is an exact same as of the metal component to be produced.
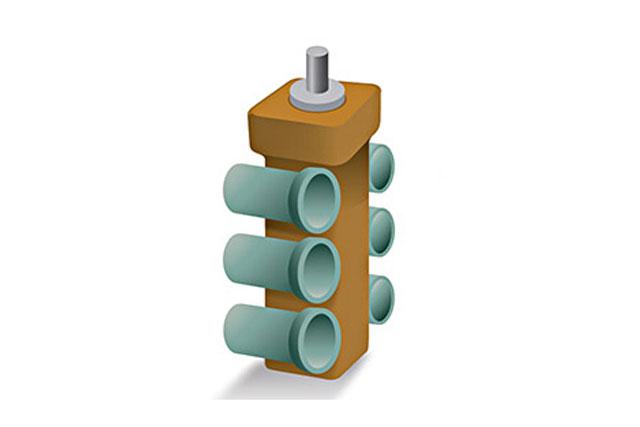
The individual wax patterns are assembled onto a wax riser – runners – gates to form a tree.
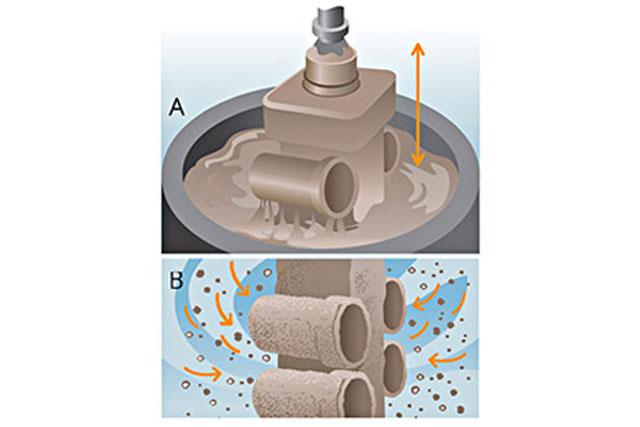
A ceramic shell is created by dipping or “investing†the Pattern tree in liquid ceramic slurry of fine ceramic particles and then coating with dry sand. The shell is kept in required temperature for drying. This process is repeated several times until a specified shell thickness results to withstand the melted metal in it.

The shell is then placed into an oven and the wax is melted out leaving a hollow ceramic shell that acts as a one-piece shell, hence the name “lost wax†casting. After this the shells to put in Baking Furnace to heat at required temperature.

The shell is preheated in a furnace at required temperature and then molten Metal is poured into the shell. Every melt is analyzed online before pouring, spectro graphically to assure compliance with customer specifications. The metal is allowed to cool and solidify into the shape of the final casting.
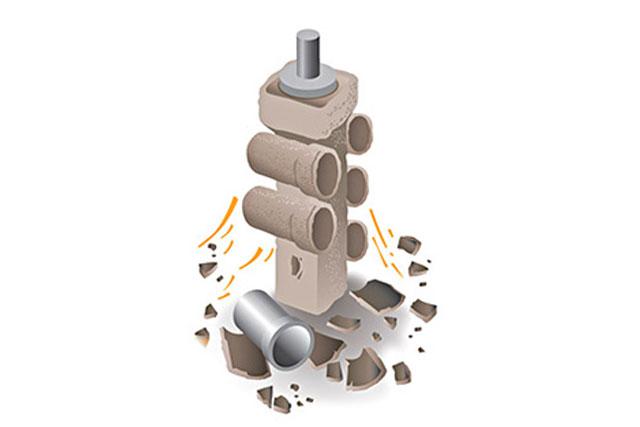
The ceramic shell is broken of by knockout press. Casting components are removed from the runner using abrasive wheel by cut-off saws process or Gas cut process.
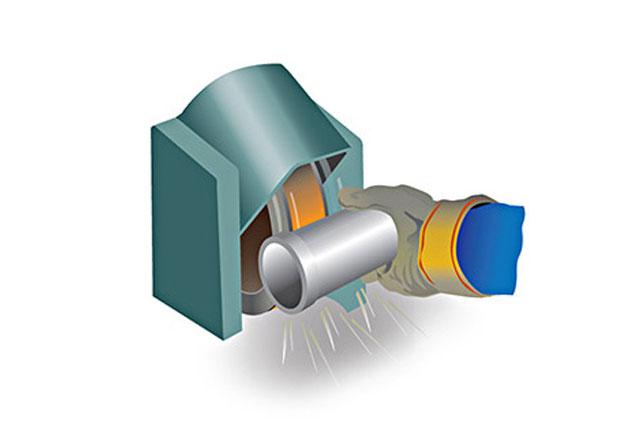
Excess metal of component to be removed by various operations of Grinding, Finishing and Machining. The final cleaning operation is performed using a Sand Blast or Shot Blast process.
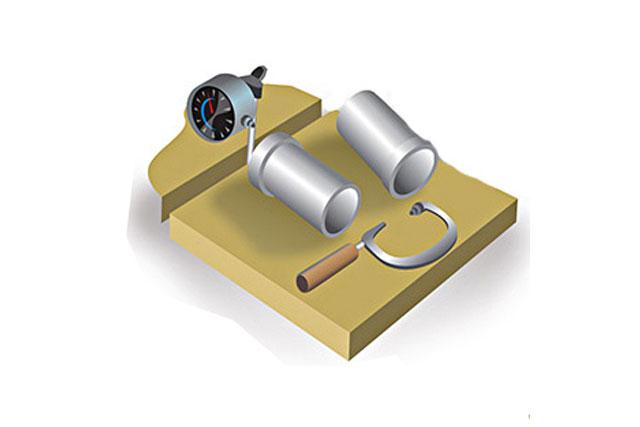
Casting of each component undergoes to testing and inspection to confirm that they meets the dimensions & tolerances as per specifications.

Casting to be packed securely as per customers requirements and then shipping it to them. (Good Packing is important for component safety)